гҖҖгҖҖ1.еҠ зҶұйҖҹеәҰз”ЁдҫҶ(lГЎi)иЎЎйҮҸиў«еҠ зҶұзү©й«”жә«еәҰеҚҮй«ҳзҡ„еҝ«ж…ў.е®ғеёёз”Ёв„ғ/SзӮәе–®дҪ�.з”ұдәҺз„ҠиҶҸдёӯз„ҠеҠ‘е’Ңжә¶еҠ‘зҡ„еҢ–еӯ�(xuГ©)зү№жҖ§еҸҠз„ҠиҶҸзҡ„жөҒи®ҠжҖ§еҸ—жә«еәҰзҡ„и®ҠеҢ–еҸҠе…¶и®ҠеҢ–йҖҹеәҰеҪұйҹҝ.жүҖд»ҘеңЁеҶҚжөҒз„Ҡдёӯ,е®ғзҡ„еҚҮжә«йҖҹеәҰжҮ�(yД«ng)и©ІеңЁжҹҗйҒ©дёӯиҢғеңҚе…§(nГЁi),еӣ�?yГ n)жҰ§иЁңеҙҙдҝЈжү”жқүиЁңйҮҘtжә«еәҰе’ҢеӮійҖҒйҖҹеәҰе…ұеҗҢжұәе®ҡзҡ�,ж•…еңЁеҶҚжөҒз„ҠйҒҺ(guГІ)зЁӢдёӯжҮ�(yД«ng)еҡ�(yГЎn)ж јжҺ§еҲ¶зҲҗжә«еҸҠеӮійҖҒйҖҹеәҰ.
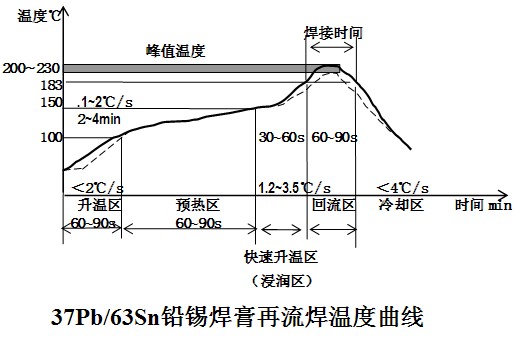
гҖҖгҖҖ2.й �(yГ№)зҶұеҚҖ(qЕ«)зҡ„еі°еҖјжә«еә�
гҖҖгҖҖйӣ»и·ҜжқҝеңЁеҠ зҶұзҲҗзҡ„иө·е§ӢеҚҖ(qЕ«)пјҲд№ҹеҸ«й җ(yГ№)зҶұеҚҖ(qЕ«)пјүе…§(nГЁi)йҖ�(jГ¬n)иЎҢеҠ зҶ�.зӮәдәҶйҒҝе…ҚйҒ�(guГІ)еҲҶзғҳзғӨз„ҠиҶҸеҸҠи¶…йҒҺ(guГІ)FR-4йӣ»и·ҜжқҝдёҠзҡ„з’°(huГЎn)ж°§жЁ№(shГ№)и„Ӯзҡ„зҺ»з’ғиҪ�(zhuЗҺn)и®Ҡжә«еә�,жҮ�(yД«ng)зўәдҝқй �(yГ№)зҶұеҚҖ(qЕ«)е…�(nГЁi)йӣ»и·ҜжқҝеҸҠз„ҠиҶҸзҡ„еі°еҖјжә«еәҰдёҚи¶…йҒҺ(guГІ)120в„�.
гҖҖгҖҖ3.и¶…йҒҺ(guГІ)з„Ҡж–ҷзҶ”й»һ(diЗҺn)зҡ„жҷӮ(shГӯ)й–�
гҖҖгҖҖеңЁз„Ҡй»�(diЗҺn)иҷ•з„Ҡж–ҷжҮү(yД«ng)й«ҳдәҺзҶ”й»һ(diЗҺn)жә«еәҰ,并дҝқжҢҒдёҖж®өжҷӮ(shГӯ)й–�.йҖҷеҖ�(gГЁ)жҷ�(shГӯ)й–“йҒҺ(guГІ)зҹ�,еүҮзҶ”еҢ–зҡ„з„ҠйҢ«жІ�(mГ©i)жңүе……еҲҶзҡ„жҷ�(shГӯ)й–“еӣһжө�����гҖҒжөёжҪ�(rГ№n)з„ҠзӣӨ(pГЎn)е’Ңеј•и…�;жҷ�(shГӯ)й–“йҒҺ(guГІ)й•�(zhЗҺng),еүҮжҗҚеЈһйӣ»и·ҜжқҝдёҠзҡ„зҶұйқҲж•Ҹе…ғд»�.иҖҢдё”еңЁз„Ҡж–ҷиҲҮз„ҠзӣӨ(pГЎn)е’Ңеј•и…ізҡ„еҹәйҮ‘еұ¬д№Ӣй–“е°ҮеҪўжҲҗйҒ�(guГІ)еҺҡзҡ„йҮ‘еұ¬й–“еҢ–зү�,йҷҚдҪҺеҸҜз„ҠжҖ§е’Ңз„Ҡй»һ(diЗҺn)зҡ„жҠ—з–ІеӢһеј�(qiГЎng)еә�.
гҖҖгҖҖ4.еі°еҖјеҶҚжөҒз„Ҡжә«еәҰ
гҖҖгҖҖеҶҚжөҒз„Ҡжңҹй–�,з„Ҡй»һ(diЗҺn)зҡ„еі°еҖјжә«еәҰй«ҳеҲ°и¶ід»ҘдҪҝйҒ©йҮҸзҡ„з„ҠеҠ‘иө·дҪңз”Ё.з„Ҡж–ҷжөҒеӢ•(dГІng)д»ҘзҚІеҫ—иүҜеҘҪзҡ„жөёжҪӨ(rГ№n)ж•Ҳжһң.дҪҶжҳҜжә«еәҰд№ҹдёҚжҮ�(yД«ng)й«ҳеҲ°е°�(dЗҺo)иҮҙе…ғ件е’Ңйӣ»и·ҜжқҝжҗҚеЈһжҲ–и®ҠиүІзҡ„зЁӢеә�.
гҖҖгҖҖ5.еҶ·еҚ»йҖҹеәҰ
гҖҖгҖҖеңЁеҶҚжөҒз„Ҡеҗ�,з„Ҡй»һ(diЗҺn)зҡ„еҶ·еҚ»йҖҹеәҰеҚҒеҲҶйҮҚиҰҒ,еӣ�?yГ n)жЁөи°қж¬ўЗҡ秶й·�?nГЁi),еҶ·еҚ»йҖҹеәҰи¶Ҡеҝ«,з„Ҡж–ҷзҡ„жҷ¶зІ’е°әеҜёи¶Ҡе°�,еӣ иҖҢжҠ—з–ІеӢһеј�(qiГЎng)еәҰи¶Ҡй«�.
гҖҖгҖҖз¶ңдёҠжүҖиҝ�,з„ҠжҺҘжә«еәҰзҡ„еҲҶеёғжҳҜеҶҚжөҒз„ҠжҲҗеҠҹиҲҮеҗҰзҡ„й—�(guДҒn)йҚ�.еӣ жӯӨ,жҲ‘еҖ�?cГЁ)иҜ гҒ·й«Ұиўҳ?yД«ng)з¶�(jД«ng)еёёжӘўжҹҘеҗ„ж®өзҡ„жә«еәҰ,并еҡҙ(yГЎn)ж јжҺ§еҲ¶еҗ„ж®өжә«еәҰеңЁиҰ�(guД«)е®ҡзҡ„иҢғеңҚе…�(nГЁi).并жҮү(yД«ng)жіЁж„ҸеӮійҖҒйҖҹеәҰзҡ„з©©(wДӣn)е®ҡдәҺиҰ�(guД«)е®ҡиҢғеңҚе…§(nГЁi),жүҚиғҪдҝқйҡңз„ҠжҺҘжә«еәҰзҡ„жӯЈзўәеҲҶеё�.еҚҮжә«йҒ�(guГІ)еҝ�,жң�(huГ¬)еҮәзҸҫ(xiГ n)з©әжҙһ.й �(yГ№)зҶұжҷӮ(shГӯ)й–“йҒҺ(guГІ)зҹӯжҲ–й �(yГ№)зҶұжә«еәҰйҒҺ(guГІ)дҪ�,жң�(huГ¬)еҮәзҸҫ(xiГ n)еҗёеҗ®зҸ�(xiГ n)иұЎпјҲз„Ҡж–ҷи„«иҗҪпј�.и„«з„ҠжҳҜз”ұдәҺе…ғ件引腳иҲҮз„ҠзӣӨ(pГЎn)зҡ„жә«еәҰеңЁеӣһжөҒз„ҠдёӯдёҚеҗҢиҖҢеј•иө·зҡ„.еҠ зҶұйҒ�(guГІ)еҝ«жҲ–еҶ·еҚ»йҖҹеәҰйҒ�(guГІ)еҝ«жңғ(huГ¬)еј•иө·зҶұжІ–ж“�,йҖҷжҳҜеӣ�?yГ n)й—Ҷ](mГ©i)жңүи¶іеӨ зҡ„жҷ�(shГӯ)й–“дҪҝе…ғ件зҡ„дёӯеҝғе’ҢиЎЁйқўйҒ�(dГЎ)еҲ°зӣёеҗҢзҡ„жә«еәҰ.